

In pharmaceutical manufacturing, maintaining high purity, safety, and regulatory compliance is critical at every stage of production. Distillation plays a key role in separating, purifying, and recovering solvents and active compounds. To meet strict quality standards, many pharma companies rely on a glass distillation unit instead of conventional metal systems.
Glass distillation units offer superior chemical resistance, visual control, and process accuracy—making them ideal for pharmaceutical environments where precision and compliance are non-negotiable.
In this article, we explore how glass distillation units support pharma manufacturing, their benefits, compliance advantages, and how to choose the right system.
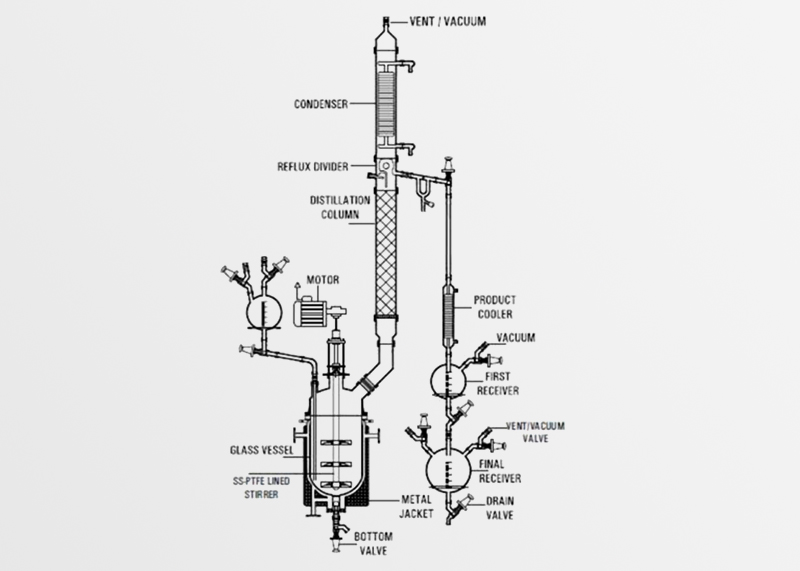
A glass distillation unit is a distillation system manufactured using high-quality borosilicate glass, designed to separate liquid mixtures based on differences in boiling points. These units typically consist of a distillation column, condenser, receiver flask, heating system, and vacuum arrangement if required.
Because of their transparency, glass distillation units allow operators to visually monitor the entire distillation process. This makes them especially suitable for pharmaceutical laboratories, pilot plants, and small-to-medium production facilities where control and observation are essential.
Pharmaceutical manufacturers prefer glass distillation units due to their non-reactive nature and high process visibility. Unlike metal systems, glass does not corrode or react with aggressive solvents, acids, or APIs.
Additionally, the transparent design enables:
These advantages make glass distillation units a trusted choice for pharma-grade operations.
Pharmaceutical manufacturing must follow strict regulatory standards to ensure product safety and quality. Some key compliance frameworks include:
Equipment used in pharmaceutical processes must support cleanliness, validation, documentation, and repeatability—areas where glass distillation units perform exceptionally well.
Glass distillation units are inherently designed to meet pharmaceutical compliance needs:
These features simplify audits and ensure consistent adherence to GMP and regulatory requirements.
Glass distillation units are widely used across various pharmaceutical applications, including:
They are also frequently used where a distillation unit diagram is required for process documentation and validation.
Safety is a top priority in pharmaceutical environments. Glass distillation units enhance safety by offering:
Operators can quickly identify abnormalities, minimizing downtime and safety risks.
When selecting a glass distillation unit, pharmaceutical manufacturers should consider:
Choosing a reliable manufacturer ensures long-term performance and compliance.
Jeshal Glass Work is a trusted manufacturer of high-quality pharmaceutical glass distillation units, offering:
Their glass distillation units are designed to meet both technical and regulatory requirements, making them ideal for pharmaceutical manufacturing.
A glass distillation unit is an essential piece of equipment in pharmaceutical manufacturing, offering unmatched purity, safety, and compliance support. From solvent recovery to API purification, these systems play a vital role in ensuring consistent product quality.
If you are looking for a reliable, GMP-compliant solution, partnering with an experienced manufacturer is key.
Contact Jeshal Glass Work today to discuss your pharmaceutical glass distillation unit requirements and get a customized solution tailored to your process.
Glass is non-reactive, chemically resistant, and allows full visual monitoring, ensuring high purity and process control in pharma manufacturing.
Yes, GMP-compliant glass distillation units support easy cleaning, validation, and contamination-free processing when designed to pharma standards.
Yes, glass distillation units are widely used for efficient solvent recovery and reuse in pharmaceutical manufacturing processes.
Lab distillation units are used for R&D and testing, while industrial glass distillation units handle larger batches with enhanced safety and control.
Jeshal Glass Work manufactures high-quality, GMP-focused glass distillation units with customization options for pharmaceutical and chemical industries.






{kind=link}